Star completes R22 phase out for Tesco.
Star Refrigeration has completed a six-year programme of environmentally conscious refrigeration retrofit projects for Tesco, to increase energy efficiency and reduce its carbon footprint.
In 2000 supermarket chain Tesco committed to phase out HCFC refrigerants from its estate, including its network of 11 distribution centres. The temperature controlled facilities are integral to the supply of chilled and frozen produce to over 1,900 Tesco stores across the UK.
Four Tesco distribution centres had refrigeration plant operating on R22, an HCFC gas refrigerant currently being phased out due to its ozone depleting potential. As preferred supplier of cooling solutions for Tesco distribution refrigeration systems, Star was tasked to replace the R22 plants with energy efficient and environmentally conscious refrigeration systems.
Star’s engineers reviewed cooling provision at each distribution centre and considered a number of system designs and refrigerant options. Environmental considerations coupled with the large plant capacity required (2.7MW to 3MW per site) resulted in ammonia as the clear choice as primary refrigerant.
Star worked in partnership with Tesco to produce a generic central ammonia/glycol system that could be adopted on all four R22 retrofit sites. These included Tesco distribution centres in Hinckley, Leicester (completed 2001), Middleton, north Manchester (completed 2005), Harlow, Essex (completed 2006) and Snodland, Kent (completed 2006).
As the main consumer of electrical power at any distribution centre, energy efficiency was a key aspect in the design of the new refrigeration system. Star worked to optimise plant efficiency and reduce energy consumption, in order to have a significant positive impact on running costs, carbon emissions and the environment.
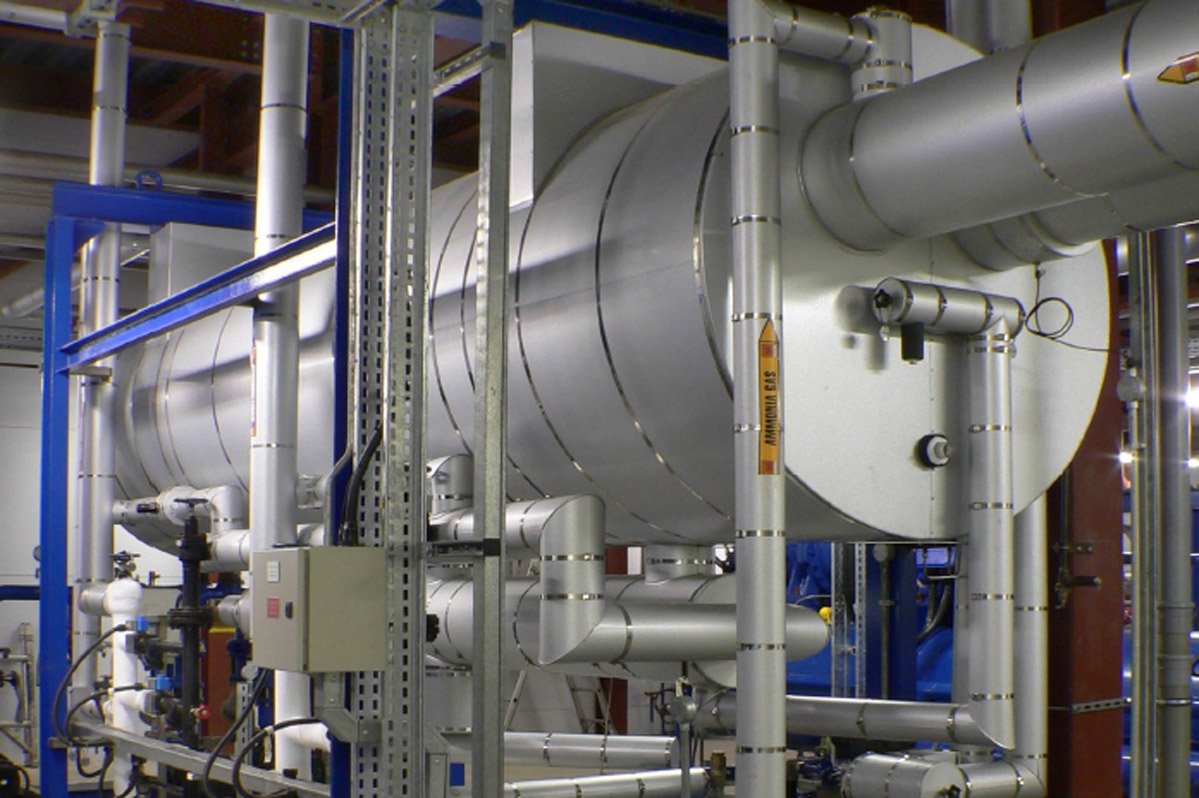
Star’s ammonia/glycol refrigeration plant for Tesco is a state-of-the-art system that provides cooling for cold and chill stores. Each plant comprises duplex screw compressors, low pressure receiver, glycol plate heat exchanger and evaporative condensers. Star’s patented TELSTAR computerised control system monitors plant trends and provides continuous data logging with remote access facility.
It was vital that each distribution centre remained fully operational throughout the installation programme. The majority of plant removal and installation work was carried out over weekends and during the early hours. All works were carefully phased over a 12-month period at each site to ensure zero downtime.
Star is currently involved in the design, build and installation of a refrigeration plant for a brand new Tesco distribution centre in Scotland. The temperature controlled facility in Livingston, West Lothian is due to be completed later this year.
Star Refrigeration is the UK’s largest independent industrial refrigeration engineering company. Star focuses on the design, manufacture, installation, commissioning and maintenance of industrial refrigeration systems. The company offers a turnkey package to all users of refrigeration plant.