Modern Tooling Takes Refrigeration Plant Maintenance to the Next Level
Author

John Simpson
Regional Manager
The UK's largest independent industrial refrigeration engineering company.
John Simpson
Regional Manager
Over the past decade, new technology has made a massive difference to the maintenance service offered to refrigeration end-users by leading refrigeration engineering companies.
Technology has enabled refrigeration engineering to move way beyond traditional planned, preventative maintenance programmes. Progressive maintenance providers today deliver a more proactive and predictive service, thanks to modern tooling and smart engineering technology.
High tech modern tooling including electronic gauges and diagnostic devices, are now an essential feature in the refrigeration engineer’s toolbox. Combined with the development of remote monitoring technology, modern tooling has revolutionised plant maintenance for the benefit of customers and service providers alike.
Modern engineering tools and techniques are now central to plant maintenance programmes, which are designed to support and protect each customer’s key business asset. Maintenance activities are focused on plant reliability, boosting efficiency, reducing running costs and maximising the operational life of the plant.
The technology behind modern tooling has evolved significantly in the last five years. Maintenance companies have invested in sophisticated technology that allows engineers to undertake simple yet valuable diagnostic tests in reduced time scales on planned customer site visits. From oil analysis and laboratory testing, through to laser alignment, maintenance engineers can now provide a highly specialised service to help customers reduce operational costs and minimise plant downtime.
Where specialist testing by a third party service provider was previously commissioned and undertaken annually, modern tooling techniques allow diagnostic services to be conducted on a more regular basis by field engineers. This enables maintenance companies to gather key operational data, which can be quickly analysed and actioned to improve plant performance and reliability.
Only a few years ago, refrigeration engineers were spending many hours a day on site taking plant readings and logging analogue data. Maintenance reports and spreadsheets were completed during site visits, then inputted or uploaded to computer servers back at branch offices.
Modern tooling technology has recently advanced in leaps and bounds. Field engineers are working smarter and faster during site visits, thanks to electronic test equipment and digital analytical devices. These high tech modern tools can relay vital information direct from plant and equipment, transmitting data straight to a smart phone app.
For example, a task that once took an engineer 45 minutes to undertake on site and required follow up admin at branch, can now be fully completed in only a couple of minutes. This is thanks to a range of simple-to-use electronic instruments linked to transducers, sensors and probes, which accurately measure and record the required plant data and record the information direct to an app on the engineer’s mobile phone.
Modern Tooling Techniques
Vibration Analysis
Conducting vibration analysis is a process that monitors the levels and patterns of vibration signals and determines the dynamic load within a component. Utilising vibration analysis on an open drive compressor pack arrangement provides an early indication of component wear and allows trend data to be captured. Due to the arrangement of the compressor and drive motor, any wear or developing fault in either part has the potential to cause issues and damage to both components. Early diagnosis of a problem is pivotal to reducing risk and downtime for the plant.
Analysis is generally conducted by using a range of sensors to measure vibration levels when the plant is running at specific capacity intervals. The movement/dynamic parameters are then compared, giving an indication of component condition and wear levels.
Vibration analysis used to be a service that was only conducted by a specialist contractor on either a quarterly, six-monthly or annual basis. Now maintenance engineers have the necessary equipment available to take a number of basic readings on regular site visits, by installing a range of sensors and probes on the compressor/drive motor. Measurements are transmitted directly to an online app on the engineer’s mobile phone. This data can be reviewed and analysed off-site, either by in-house engineering experts or a specialist company, to see whether the data recorded falls within or outside the recommended parameters.
Motion Amplification
The latest development in vibration analysis technology, motion amplification involves putting a series of video cameras around the plant. These cameras record super slow video and when played back/analysed, engineers can determine anomalies/excessive movement on the plant. This incredible technology takes vibration analysis to a whole new level, with tell-tale signs of component wear now captured exceptionally early.
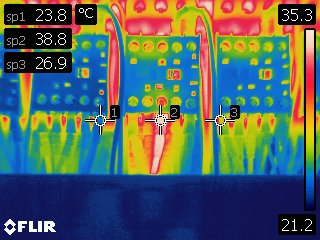
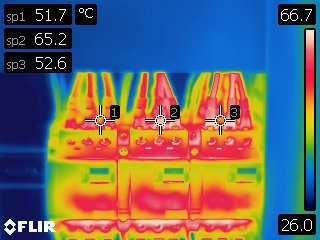
Thermographic Scans
Thermographic scans are conducted to identify areas of heat within plant and equipment through non-destructive testing. These scans can help to identify issues with electrical wiring, which if not identified and investigated could lead to catastrophic panel fires, equipment faults and plant failure.
No longer the remit of specialist firms, thermographic scans are now being conducted by in-house maintenance engineers. Thermographic scanning devices can be connected to a refrigeration engineer’s mobile phone. Photos and videos of the plant in operation are uploaded to an app and can be reviewed offsite. Reports are then sent to local branch offices and shared with customers.
Laser Alignment
The compressor and drive motor within an open drive arrangement on a refrigeration plant operate on flexible couplings. It is essential that these components remain in line both vertically and horizontally during operation. Until recently, specialist companies were brought in by maintenance providers to use expensive and complicated laser alignment equipment to measure and correct any issues.
High tech tools have now been developed which allow the laser alignment process to be undertaken by in-house maintenance engineers. A series of sensors fixed to the plant relay readings to an app, providing an instant picture and report on coupling alignment. This technology has really taken laser alignment to the next level.

Remote Monitoring
Remote monitoring technology provides refrigeration engineers with a phenomenal amount of information and leads to significant cost savings for customers. From 24/7 handling of alarms and alerts, through to trending data and graphics, remote monitoring technology is a key development in modern tooling.
Remote monitoring is conducted online and allows maintenance engineers to view every aspect of plant operation around the clock. Fault alarms and alerts generate automated emails to engineers, who can dial in to the plant’s control system via smart phone or computer to address the issue through a technical adjustment or reset.
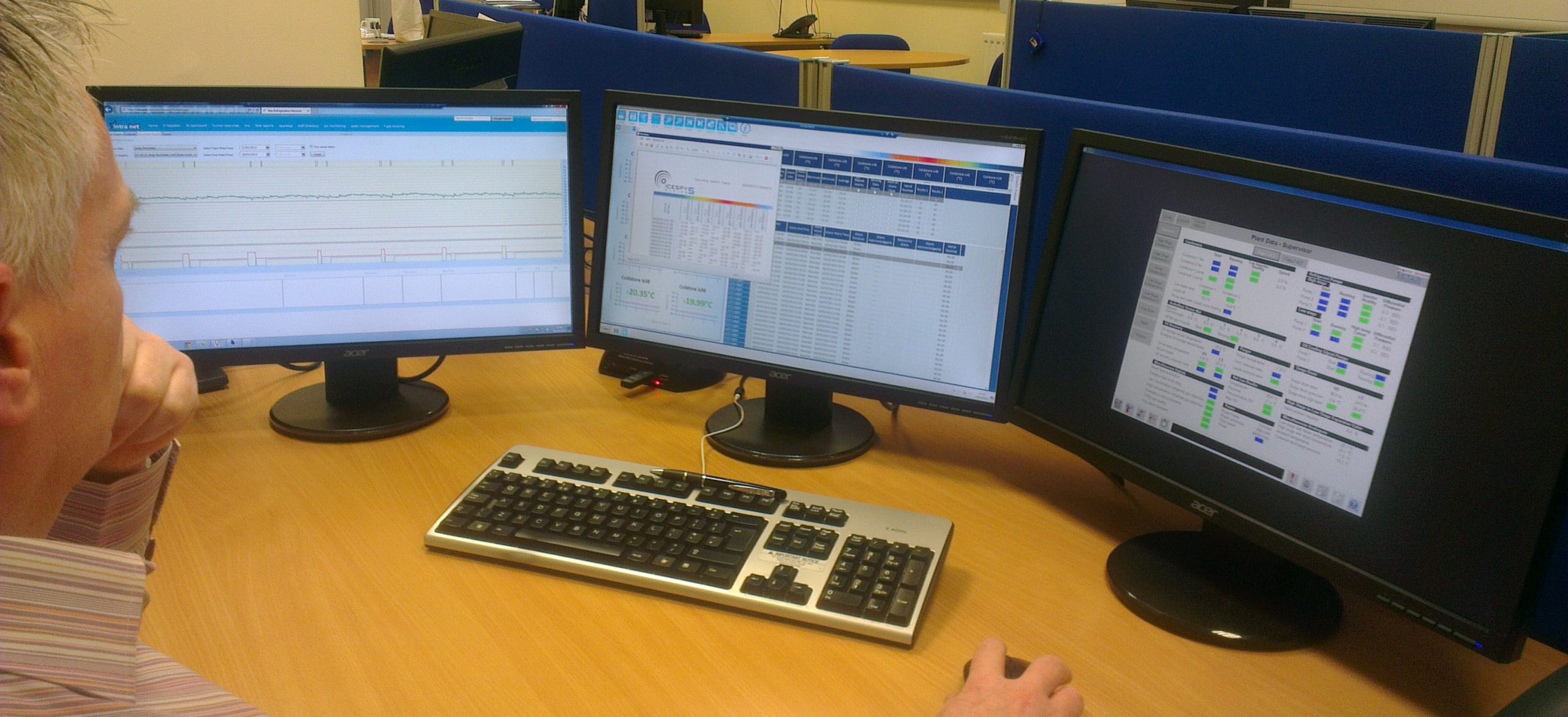 This online access to plant controls enables engineers to deal with a large number of maintenance issues remotely, without the need for a site visit. With 24/7 remote monitoring of alarms and alerts, many engineering issues can be resolved quickly and effectively online. This ensures minimal disturbance to customer operations on site and reduces the need for costly call outs.
This online access to plant controls enables engineers to deal with a large number of maintenance issues remotely, without the need for a site visit. With 24/7 remote monitoring of alarms and alerts, many engineering issues can be resolved quickly and effectively online. This ensures minimal disturbance to customer operations on site and reduces the need for costly call outs.
A further level of remote monitoring involves constant recording of key operational data and performance trends, with expert offsite analysis and reporting. Data is reviewed and a remedial task list is created for field engineers to attend to during site visits. Task lists are focused on proactive maintenance activities such as technical adjustments, corrective actions and investigations to improve efficiency and save running costs.
Remote monitoring is becoming central to minimising downtime and increasing efficiency as part of an ongoing PPM programme. The service enables end users to achieve the best return on their investment by reducing the whole lifecycle cost of the plant.
Refrigeration customers can now benefit from the ultimate in remote monitoring technology and asset management as part of a proactive and predictive maintenance programme. A sophisticated software system can be employed to analyse energy usage data, in order to optimise plant performance. This helps operators of large cooling systems to achieve substantial energy savings.
Modern tooling – an essential for a maintenance contract
Thanks to modern tooling techniques, refrigeration customers are seeing a marked increase in plant reliability and substantial cost savings. Many are reaping the benefits of these once specialist techniques being employed in their regular maintenance programmes, with fewer site visits, minimal disturbance and less downtime required.
For maintenance providers, modern tooling techniques have improved service delivery in terms of both efficiency and effectiveness, saving engineering time and resources. Technology has advanced to the point that it is highly affordable and simple to employ, allowing engineering companies to deliver the next level of service for customers.