Remote Monitoring of Refrigeration and Heating Systems: Challenges and Learning Opportunities

Author

John Clark
Consultant - STS
The UK's largest independent industrial refrigeration engineering company.
John Clark
Consultant - STS
Remote monitoring systems such as Star Technical Solutions specialist software, Ethos, are changing the way companies collect and analyse data from industrial refrigeration and heating plants. Collecting valuable information in real time can help make crucial business decisions and improve energy efficiency, yet the ongoing collection of so much data also poses challenges.
Although both manual and automatic monitoring has been taking place for a long time already, the information is either collected too infrequently or is inaccessible for analysis. Information and analysis is needed to help businesses tackle their three main challenges:
Quick fixes and bad decisions are a result of not prioritising the challenges correctly, or not having the information to hand to inform decisions. Monitoring systems can quickly provide accurate data which helps businesses deal with day to day challenges. Automatic data collection has a myriad of advantages over manual analysis and costly site visits – but there is also the question of where to store and manage this accumulation of data.
Ethos in Action
The immediate challenge faced by businesses is ensuring the refrigeration system is adequate to facilitate unhindered production. If any problems occur in the plant, it can take time to identify the cause and put the remedial action into place. However, if remote monitoring is set up, businesses can get to the root of the issue much faster, and reduce any interruption in production.
An example is an industrial process site where the operators were unable to achieve adequate cooling with the glycol circuit and production stopped. Installing temporary logging on the glycol temperatures and flow rate revealed that the flow was only present once the temperature rose above the freezing point of water (see Figure 2). This indicated the glycol had lost concentration strength and was starting to freezing therefore preventing flow
 Fig.2 Glycol flow correlating with rising glycol temperature
Fig.2 Glycol flow correlating with rising glycol temperature
The ongoing business challenge is minimising energy spend and carbon emissions, with increasing pressures from governments and rising market prices. To successfully do this, monitoring can be used to identify possible plant optimisations. Behaviour can be corrected and equipment can be installed differently to save electricity and reduce energy output.
During periods of low refrigeration load or low ambient temperature, a condenser can be considered relatively oversized from a design perspective. This means that a careful decrease in fan power usage can result in an overall reduction in energy spend after accounting for the higher compressor motor energy spend due to the higher discharge pressure.
Before VSDs (Variable Speed Drives) were available, fans were historically switched off in banks however this did not exploit the affinity law where fan power is proportional to the cube of shaft speed (air flow). A small reduction in fan speed can greatly save energy whilst not compromising too much on performance. A correctly configured VSD allows the equipment to operate at the optimal point where the combined energy of the compressor motor and condenser fan motor is at the minimum possible. (see Figure 3)
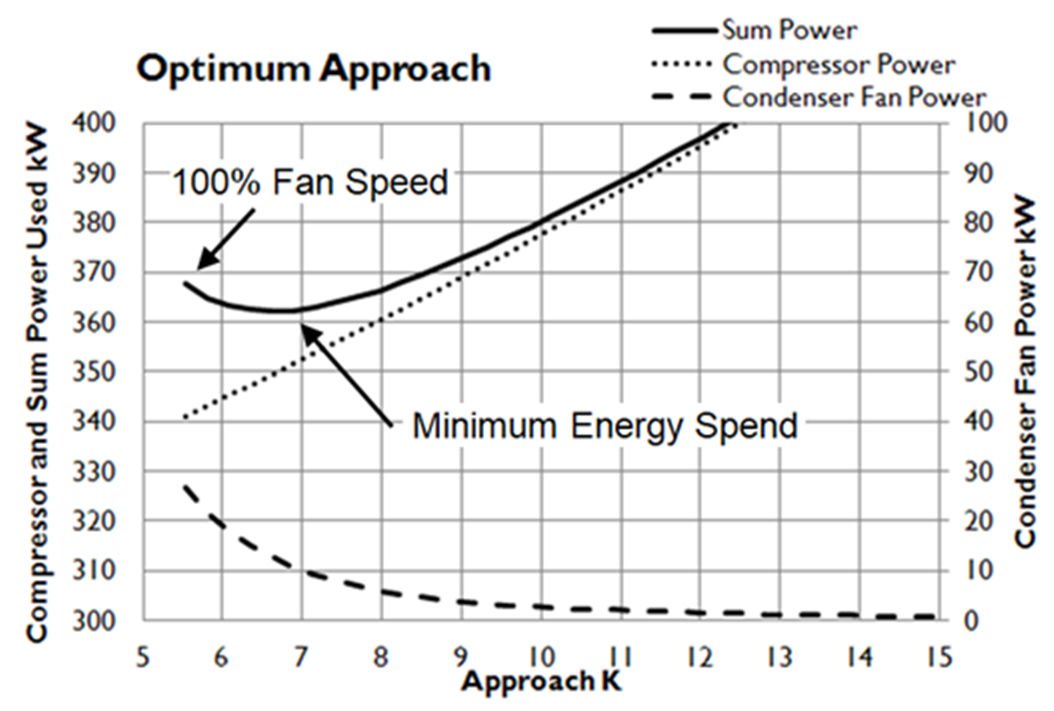
Fig.3 An example of optimal fan speed to minimise overall power usage
The last business challenge is a medium to long term goal but still needs to be prioritised to keep plants healthy and running for a long period of time.
The analysis takes into account the actual conditions in which the system is operating, using the measured power usage, flow rates, pressures and temperatures. The results are then compared against each other to find gaps in what should be a coherent system. The equipment design specifications are also re-rated to suit the actual conditions and compared against their current performance. This ratio can be trended over time to measure equipment degradation as well as how effective restorative maintenance activities are.
Typical findings are air in the condensers, failed valves, oil logged evaporators, low refrigeration charge, drive belts slipping etc. Having this analysis automated acts as a watchdog which provides alerts not normally programmed into the PLC.
A simple example of this is the monitoring of inverter driven condenser fans. The monitored site has two identical fans which are instructed to increase and decrease in speed together therefore the power usage is expected to be the same or at least similar. Figure 4 shows the discrepancy between the power usage of each of the fans which was caused by one of the drive belts slipping. The consequence of this is high compressor motor power usage from high condensing pressures caused by the condenser coil not being adequately cooled. Once this was corrected it can be seen that the fan power usage is increased back to normal.
 Fig.4 Condenser Fan Power Usage Comparison Before and After Repair
Fig.4 Condenser Fan Power Usage Comparison Before and After Repair
Consider that a modern car will not only energise the headlight bulbs, it will also monitor the current flowing to alert the driver to when a fault occurs. Similarly, this practice can be extended to refrigeration equipment to maximise safety and efficiency.
The acquisition of data through systems such as Ethos is meaningless if the suggested action isn’t taken – that’s why presenting the information as a monetary value rather than an energy value helps motivate stakeholders to justify the changes required. With the right refrigeration engineering knowledge and identifiable objectives, the results from remote monitoring can greatly alleviate the range of challenges that businesses are faced with.
This article has been certified for Continuing Professional Development (CPD) by The CPD Certification Service. To get your CPD Certificate please email your request to CPDCertificate@star-ref.co.uk