There are two different types of maintenance or aftercare:
Reactive Maintenance, often called ‘Traditional Maintenance’
Traditional maintenance regime involves a programme of planned site checks by engineering specialists, where a series of performance health checks are carried out and immediate adjustments are made to correct any issues. This means high maintenance costs due to the number of site visits and also a greater margin for error.
Proactive Maintenance, also known as ‘Condition Based Monitoring’
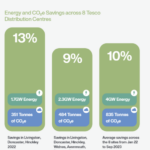
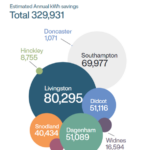
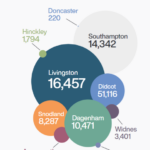
With this type of preventative maintenance, the reliability and optimal efficiency of the refrigeration plant is constantly monitored in order to avert and prevent any potential system failure, and therefore reducing your business operating costs; Typically, savings are about 20% of the total operating costs.
This type of proactive maintenance involves the use of remote monitoring, data collection 24/7, analysis of data and generation of task list. CLICK on the list below for more information:
There are a number of substances that can contaminate the oil within the refrigeration system. Commonly, these are water, iron, insolubles (general muck), refrigerant, and general debris. Contaminated oil can and will cause premature failure of components within the refrigeration system, which in turn could result in a total loss of refrigeration. Benefits: The F-Gas Regulations require that refrigeration systems using F-gases be compliant with provisions that include a specified leak test programme, carried out by a suitably qualified person, and in some cases, installation of permanent leak detection equipment. We can provide these services and help you to comply with the statutory regulations. The latest proposal also specifically mentions HFO gases and outlines minimum quantities before full fixed leak detection systems are legally required. The HFO gas detection requirements are more onerous than HFCs on account of their flammability and toxicity to the local environment when released – along with the fact HFOs have been shown to contribute “forever chemicals” which do not break down in the environment. Benefits: Incorrectly aligned direct drive refrigeration compressors coupled to drive motors can caused the failure of both drive motors and compressors. Misalignment also causes loss of the shaft seal, potentially resulting in the release of refrigerant and oil. In ammonia plants, this could result in the evacuation of plant rooms and the loss of cooling, affecting controlled temperatures and production facilities. Laser alignment can be carried out using a number of methods: Benefits: Example: In a case study we found significant cost savings can be achieved by the accurate application of this method of alignment because of the improved reliability of equipment (less down time) and the prevention of significant potential failures to plant and machinery through planned preventative maintenance (regular alignment checks) Refrigerant management aims to contain the refrigerant within the cooling system and avoid refrigerant losses by ensuring the appropriateness of the system design. The task involves a regular leak-testing regime employing one or several methods available. Depending on the type of refrigerant and equipment, leak detection methods include electronic leak detectors, soapy water, fluorescent dye and phenolphthalein/litmus leak detection paper in the case of ammonia. Refrigeration plants containing larger quantities of refrigerant, and depending upon the current regulations, are required to have fixed refrigerant leak detection systems installed and must be regularly serviced and maintained to ensure functionality in the event of a refrigerant leak. Benefits: The objective is to control the risk of Legionnaires’ disease within the evaporative condensers’ water cooling system which is often used in larger refrigeration plants. Star also ensures the processes are compliant with the current regulations set out by the Health & Safety Executive, including the Health and Safety at Work Act (HSWA), The Management of Health and Safety at Work Regulations (MHSWR) and the Control of Substances Hazardous to Health Regulations 2002 (COSHH). The tasks involve the installation of a water treatment system (installed and maintained by a qualified water treatment contractor) using a chemical or non-chemical process. Although several different types are available, Star employs the VRTX centrifuge system as it has shown high success rates on recent site installations. The water treatment contractor supplies a water treatment logbook which is filled in every month during a service visit. The logbook, which is available for future review from interested parties, contains all the relevant data from the service visit and the results of the weekly dipslides taken either by the engineer attending site or the customer themselves. The weekly dipslides test the level of contaminants present, including bugs within the water system, establishing the level of compliance over the whole annual cycle. When the dipslides show an increase in contamination, other protocols are used, such as placing solid biocide tablets within the condenser water pan. The bi-annual clean and chlorination of the evaporative condensers are also included within the water treatment program to ensure there is no build-up of algae which would encourage the growth of Legionella bacteria Benefits: Water treatment prevents the growth of Legionnaires’ and ensures the system's overall health. The objective is to ensure that coolers/evaporators are clear and free from dirt, dust and/or snow and ice, allowing unhindered airflow and maximum heat exchange through the coil block. The task would involve scheduled regular cleaning of the coil block, by either Star’s own staff or through a sub-contractor, who would supply all necessary equipment to complete the task safely. The process would include safely screening the cooler to prevent overspraying the water during the cleaning process to avoid it falling onto the customer’s product below. Star also records before and after air flows across several areas of the cooler to prove the increase of air velocity following the cleaning process. Benefits: The objective is to ensure that the evaporative condensers are maintained following the HSE guidelines. Every condenser should be cleaned and chlorinated at least twice a year -sometimes more, depending upon their location- to ensure the cleanliness of the condenser is kept at a level that will control and prevent Legionella. The task involves cleaning and chlorinating the condenser and removing and washing the condenser’s drift eliminators to remove dirt, algae, etc. The condenser's internal walls, and fans are treated with chemicals and washed down into the water pan to drain. Once the cleaning process is completed, the condenser is refilled with water and hypochlorite added to carry out the disinfection of the tower. This recirculating process can take several hours to complete within the condenser itself and once finalised, the water is again drained and refilled. Finally, the condenser is returned to service. The objective is to ensure that the ammonia refrigerant within the system is clean and free of contamination. The task involves the installation of an ammonia drier into the refrigeration system to absorb and control any water at a level of below 1%. When the percentage of water is greater than this figure: • The evaporating temperature within the system increases, resulting in longer compressor running times and possibly the inability to achieve design duty set points . Thermo scans use an infrared camera to detect hot spots and take photographs of heat patterns in a cooling system, including control panels and electrical controls. The thermal images highlight problem areas without the need for invasive isolation of the panel or refrigeration plant. Thermal measuring techniques are adept at identifying overheating components before they fail, ultimately enabling the repair of any faulty equipment while avoiding any potential downtime and loss of production. Star or an appointed sub-contractor can carry out annual scheduled thermographic scans. The service includes an engineer’s site visit to take thermographic evidence of the live control panel, assess the image to pinpoint inconsistencies and carry out remedial works. If the plant cannot be switched off due to operational reasons, a pre-planned visit will be arranged with the customer at a suitable date and time following the issuance of the annual thermographic report. Refrigerant quality checks are especially important to prevent equipment failure due to refrigerant contamination. Impurities, non-condesables and high moisture content in the refrigerant could lead to a severe loss of cooling capacity and rising energy costs. In the case of ammonia, water contamination of 1% or below is acceptable as long as it is monitored. However, above this percentage, every 1% of water in the refrigerant increases running costs of the cooling plant by 1%. If left unattended, this also leads to a quick break down of oils and component failure, causing a further rise in operating costs. This procedure requires that a sample of liquid ammonia is taken and collected within a calibrated flask. The ammonia is then allowed to evaporate off with the water being left. This is then measured against the total sample taken, and the resultant figure is converted to % of water contamination. At Star, this procedure is carried out by one of Star's commissioning engineers. Oil Management
Frequent checking of the oil's condition allows the maintenance engineer to address any out of specification issues and, if necessary, replace the oil, filters, control valve internals, clean strainers, etc., which will help to maintain the system at its correct operating conditions. Leak Testing
It is important to remember that F-gas leak detection requirements are scheduled to change when the proposed new F-gas Regulation revision comes into force in 2024. The current requirement is for systems with a charge equivalent to more than five tons of CO2 to have a manual leak check every 12 months, or every 24 months, if automatic gas detection systems are installed. The new proposal removes this five-tonne baseline and leak tests would be required for all F-gas containing systems - regardless of charge - every 12 or 24 months respectively.
Leak testing immediately warns and pinpoints the exact location of any inadvertent refrigerant releases. Refrigerant leaks can pose a health and safety risk and decrease a refrigeration system's life expectancy and energy performance. Laser Alignment
• Straight Edge
• Dial Indicators (Clock Gauges)
• Laser
Star uses in-house laser alignment equipment and trained service engineers to carry out the as this method is quicker and more accurate than the other two. Laser alignment is available to all customers within the scope of a maintenance agreement and as a one-off visit to resolve ongoing issues.
Good alignment can lead to the following:
• decreased friction to equipment
• decrease in KWHr consumption
• decreased vibration and noise
• consistent operation of drive motor bearings
• reliable operation of compressor bearings
• correct shaft seal to ensure the equipment runs smoothly
• good coupling alignment Refrigerant Management
This service guarantees that a system is charged with the right amount of refrigerant and operates safely. It also ensures the system uses the minimum electrical input according to its initial design specification.
Plants charged with the correct refrigerant and in the precise amount are energy efficient and are more likely to achieve design operating conditions. Water Treatment
Cooler Cleaning
Once complete the cooler will revert back to its original condition giving maximum design refrigeration duty. Condenser Cleaning
Ammonia Drier
• It introduces internal corrosion of the ammonia circuit, which could result in future refrigerant leaks.
• It significantly reduces the lifetime of the refrigeration lubricating oil and the formation of sludge, resulting in blockages/restrictions on the flow of refrigerant through filters and valves
• It reduces the plant's efficiency even further. Thermo Scans
Refrigerant Quality Check (ARQ)
Checking the quality of the refrigerant within the refrigeration system