Data Collection, Analysis and Reporting in Refrigeration Plant Performance Optimisation

Author

John Clark
Director of Star Data Analytics
The UK's largest independent industrial refrigeration engineering company.
John Clark
Director of Star Data Analytics
This article describes recent work completed in the area of refrigeration plant performance optimisation, exploring the benefits and limitations of different data collection systems and the challenges of data analysis.
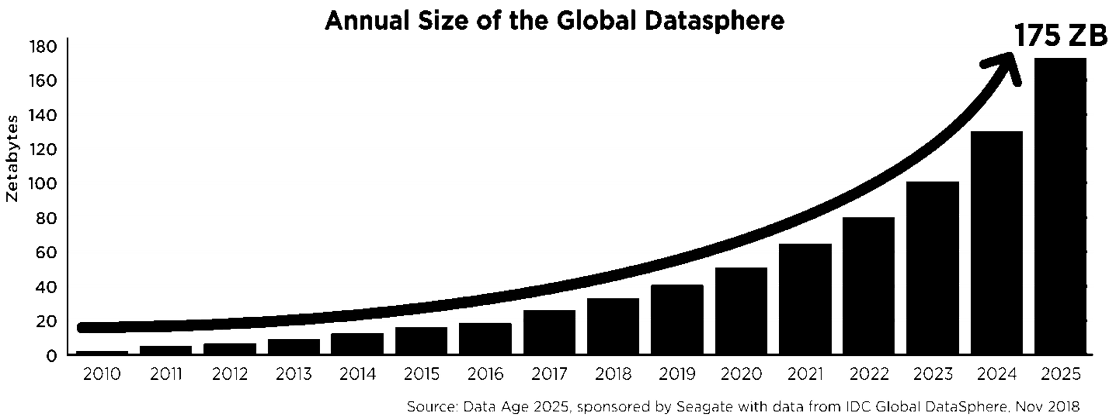
The past two decades have seen a growing global commitment to reduce electrical energy consumption at all levels – governmental, corporate and personal. Given the energy intensity of many industrial sectors, this is vital in terms of the challenges associated with climate change and generally makes good business sense.
In some sectors of the refrigeration industry, such as cold storage and distribution, the cooling system accounts for 70-80% of a temperature controlled facility’s energy bill. Lowering energy consumption is a top priority for end users, driven by environmental commitment and a desire to make energy savings to cut operating costs. This in turn has been the key driver for many efficiency innovations in refrigeration plant manufacture, including those associated with system configuration, component design and control strategy.
Despite these innovations in plant design, it remains the case that in time, the majority of refrigeration systems do not continue to run as efficiently as the manufacturers intended. An aging system may be operating far from optimal design parameters due to failed components or poor maintenance. Past studies (Carbon Trust, 2007) and present experience indicate that efficiency improvements of 10-30% can be anticipated in systems that have not been recently optimised for operation.
This operational inefficiency is generally associated with a lack of information, knowledge and incentive to improve the situation. Site managers may lack the technical understanding to challenge the prevailing condition and explore energy saving opportunities. In addition, plant operators and engineering staff may lack the system designer’s insight on optimised operation and an understanding of the impact operational changes can make. Access to relevant data and a lack of time to undertake a meaningful assessment of plant performance may also be a barrier.
Recent advances in data monitoring technology, computer modelling software and network connectivity are helping to overcome these barriers. Plant performance data can now be continuously and automatically collected, analysed off-site and the results delivered to specified personnel, with recommendations clearly explained in an appropriate ‘technical language.’ Effective data analysis enables engineers to optimise refrigeration plant performance and maximise system efficiency, reducing energy consumption and running costs.
Other opportunities and benefits of data analysis include:-• Capital Investment justification / payback calculation
Refrigeration plant manufacturers have seen a growing shift in focus by end users towards the benefits of ongoing data collection and analysis. Data collection systems can now be fitted as standard before a new plant leaves the factory. This not only brings about specific plant analysis, but also allows the performance of different systems to be benchmarked together.
Furthermore, it is now possible to monitor and analyse performance data from any existing refrigeration plant, regardless of the age, size and type of system. This requires retrofitting refrigeration plant with any one of a number of types of remote data monitoring system. An internet connection is all that is required to transmit the data for off-site analysis.
In almost all cases, a retrofitted data monitoring system will present opportunities to improve and optimise plant performance. Typical maintenance and performance issues highlighted by data analysis include:-
• Non-condensables
• Oil logging
• Lack of refrigerant
• Faulty liquid level control
• Fouled heat exchangers
• Slipping fan belts.
Control issues typically identified by data analysis include:-
• Condenser fan control
• Equalizing loads
• Part loaded screw compressors
• System sequencing.
Overview of Data Collection System Types
1. Standalone Data Logger and Sensors
The most simple option for data collection is the installation of a standalone data logger, independent from the control system, along with a set of sensors. This comes with the advantage that it is applicable to any refrigeration plant, with transformers, flow meters and pressure sensors retrofitted with minimal disruption. The sensors are new, accurate and reliable. The disadvantage is the time taken and the associated cost required to fit the data logger, sensors and site wiring. This cost can be minimised through careful value engineering of equipment and by targeting only the key metrics that need to be measured.
2. Network Edge Device
A further method for data collection is the installation of a network edge device on site. This is essentially a small networked computer that requests existing sensor information from the control system and relays it off-site. This method has the advantages of being low cost and fast to deploy. It allows access to the vast number of sensors, set points and calculated values that already exist within the control system. Potential disadvantages may include sensors which are unavailable, faulty or out of calibration.
A network edge device can only be successfully installed if the plant control system supports network communication (such as TCP Modbus or the manufacturer’s native protocol) and if the original equipment manufacturer is co-operative in providing the data map. This data map describes the memory location and method of representation of the data values. It allows the network edge device to correctly request and understand the data. Arguably, this method of data capture should be enabled and included by default in all new refrigeration equipment.
3. Web API Data Sharing System
Some end users appreciate the value of operational data from their refrigeration systems and already collect it in a format that is accessible and transferable. In this instance, it is relatively straightforward to share this data with an analysis service provider. A data link can be set up using a web API to stream ongoing and future data, whilst historic data can be exported during the system setup.
One advantage of this system is that the end user maintains greater ownership and control of their data. Another advantage is that the end user has the ability to quickly provide data to a number of analysis services. This allows for a valuable return on a relatively low cost investment in data analysis. The data analysis service (which could be in-house) has the advantage of easy access to information, including historic data. One disadvantage for the end user is that they have full responsibility for the upkeep of the data logging system, maintaining sensor calibration and the installation of any additional sensors as required.
Dynamic Digital Twin
Building a bespoke data monitoring and analysis system for every individual model of refrigeration plant is not practical, due to the cost and time required. There are a multitude of component variants within compressors and heat exchangers (including condensers and evaporators), pumps, as well as different primary and secondary refrigerants. Generic data analysis software therefore needs to be compatible to configure with all different makes and types of equipment on the market.
A dynamic digital twin system uses a sophisticated computer coding programme to create a complete digital model of any type of refrigeration plant. The design configuration of each individual plant is broken down into distinct blocks of digital information. Each block is modelled separately as a collection of components, such that any refrigeration system circuit can be accurately represented. The coding behind the blocking technique can be re-used and applied to compressors, condensers, pumps, coolers and refrigerant properties, allowing for many different plant configurations to be fully modelled. Data analysis can then provide clear insights into plant operation and energy management, including optimising performance, reducing energy consumption and potential electrical savings.
As with all types of data collection system, data is taken off-site for analysis, due to the processing complexity of the dynamic digital twin model. Modern PLC controllers are not designed for data analysis, with only around 32 megabytes of memory and a limited number of program steps, compared to an external server’s multiple processing cores, gigabytes of memory and terabytes of storage. Moving data processing and analysis off-site via the internet frees up the PLC controller to carry out its primary job of controlling equipment. External data processing systems can also be easily updated, as techniques are developed and improved.
Further benefits of off-site data processing and analysis:-
• Visibility to all user types: Designer / Operator / Maintenance Engineer / Owner
• Depending on the analysis, financial impact can be determined
• Traceability and auditing of how any alert was responded to
• Centralised reporting including how often alert type occurs
• Retrofit to any equipment without need to modify and test controller code.
Reporting and Delivery of Data Analysis Findings
An effective data analysis process has three distinct operational steps: the acquisition of data, the analysis of that data and the delivery of findings to the client through a suitable reporting system. The third key step involves effectively communicating issues and recommended remedial actions with the relevant system stakeholder to clearly demonstrate the benefits. There is now nothing novel about receiving information and updates via a dashboard-based online platform, which can be accessed by any number of smart devices.
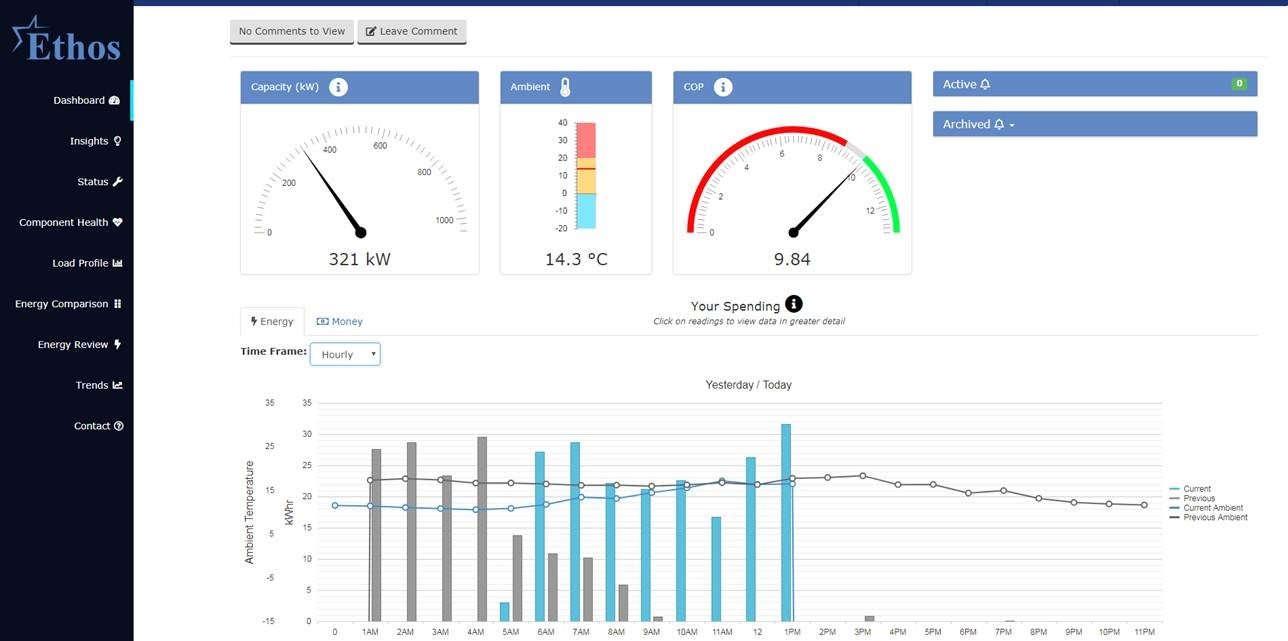
The findings and recommendations from data analysis should always be presented with an appropriate level of technical language. The needs of recipients vary enormously; from the non-technical manager, who just wants to know that everything is OK, or if not, what questions they should be asking, to the technician at the coal face, who wants to know where to look if there are issues and be able to easily feedback findings as a record of what has been done in response to the problem identified.
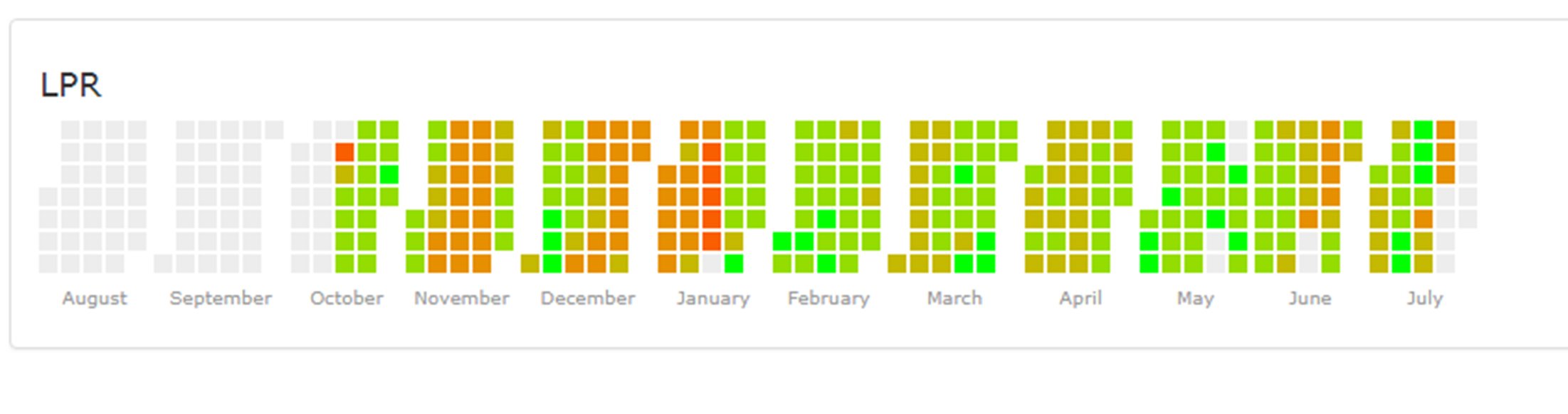
A non-technical manager should be presented with a high level summary of plant health (e.g. red/amber/green) with a monetary estimate of the inefficiency/opportunity identified. It should not be assumed that the manager has technical knowledge of refrigeration, therefore the key message should be delivered in a straightforward manner that enables recommended tasks to be delegated to engineers or maintenance teams. In comparison, the plant’s maintenance provider or site engineers will typically be more interested in operational data, the initial diagnosis and suggested remedial actions, so that they can effectively target their work.
Developing an effective digital reporting process to deliver the results of data analysis has involved significant interaction between system developers and plant stakeholders. The ability to log comments and interface with existing reporting systems are useful tools for tracking progress. Setting up the system so that the facility manager can track progress, sign off on any remedial works and validate the benefit completes the circle of communication.
Conclusion
The data acquisition systems described above provide a cost effective means of gathering and uploading information to servers from where it can be accessed for analysis. Today’s technology even allows for ‘old’ refrigeration plants, whose control systems were never set up to store or share data, to have a level of connectivity the original designers could only dream of.
Data acquisition rates are ever increasing, yet in many ways this is the easy part of the process, as we now live in an age awash with it. Data acquisition is a meaningless exercise without accurate data analysis and effective reporting, as part of an ongoing energy management programme. Communicating analytical findings by establishing an effective dialogue with refrigeration system stakeholders is key to ensuring issues are resolved and recommendations for performance optimisation are addressed. The technical challenge of managing and interpreting plant data is not to be underestimated and the results are not always immediate. However, with engineering knowledge targeting key performance metrics, beneficial insights and results have been delivered.
In the past four years, Star’s dynamic digital twin system, Ethos, has been successfully deployed on around 30 refrigeration plants of varying types, sizes, ages and running on a variety of refrigerants. In every case, including recently commissioned plant, sub-optimal operation was identified and remedial actions undertaken which resulted in marked performance improvements. End user reaction has been positive, with a sense of empowerment that was once impossible, as some clients previously viewed their refrigeration system as an impenetrable ‘black box.’ Ethos has also been used on multiple occasions to validate existing plant operational load profiles, providing accurate and justifiable decision-making for capital spend on replacement plant.
For Star, the development of our Ethos energy management and performance optimisation system is on-going, particularly with regard to further automation of elements of the data analysis software. This is a vital next step if widespread industry application is to be achieved. We’re still learning, but we remain absolutely convinced that this system is a game changer.
This article has been certified for Continuing Professional Development (CPD) by The CPD Certification Service. To get your CPD Certificate please email your request to CPDCertificate@star-ref.co.uk