The UK's largest independent industrial refrigeration engineering company.
Maximise the operational life of your refrigeration plant by investing in comprehensive planned preventative maintenance and asset management services
Maximise the operational life of your refrigeration plant by investing in comprehensive planned preventative maintenance and asset management services
Author
William Little
Head of Key Accounts - Operations
Sectors
Freezing and Chilling
Temperature Controlled Storage & Distribution
Pharmaceutical & Process
Leisure and Ice
Food Manufacturing
District Heating
Petrochemical & Nuclear
Dairy
Brewing and Distilling
Refrigeration plant maintenance was once an essentially reactive service, with no engineering input beyond the required safety and compliance checks. Outside these annual service visits, engineers would only attend a customer site to respond to plant faults and breakdowns.
Planned preventative maintenance (PPM) has become the norm in the temperature controlled industry over the past 20 years. Without ongoing PPM, plant operators increase the risk of unplanned downtime due to faults and poor running conditions. Inefficient operation, plant repair and downtime has a detrimental effect on business by creating significant disruption and additional costs.
Traditional PPM features a series of scheduled site visits by refrigeration engineers to ensure equipment safety and reliability. As well as confirming legislative compliance, these regular system health checks help to identify and rectify faults, minimising downtime for end users.
Over the past five years, leading aftercare providers have started to go above and beyond the average PPM service. Engineering activity is increasingly focussed on boosting system resilience and longevity, by continually monitoring performance and making the required technical adjustments. This proactive approach to maintenance also helps to increase plant efficiency and reduce operating costs.
Modern maintenance plans today include the use of pioneering remote monitoring technology, intelligent data analysis software and condition based techniques to achieve efficient and reliable 24/7 operation, whilst ensuring safety and legislative compliance.
For progressive aftercare providers, this high-tech data-driven approach has now lead to the development of predictive maintenance programmes. Aftercare services are tailored to provide expert asset management and capital planning for plant and equipment at each customer site.
These comprehensive predictive maintenance plans feature specialist services which are not only focussed on minimising downtime, but also on helping customers to save energy, significantly reducing whole-life costs.
1. Energy
Traditional PPM providers seldom record energy usage as part of a refrigeration plant maintenance programme. Yet leading aftercare firms have recognised that recording data on energy usage is vital and that its value should not be underestimated.
Energy usage is the end user’s greatest expense when it comes to refrigeration plant, typically amounting to around 70% of operating costs. Recording and analysing energy usage data allows refrigeration engineers to assess plant efficiency and address performance issues in order to save substantial operating costs for customers.
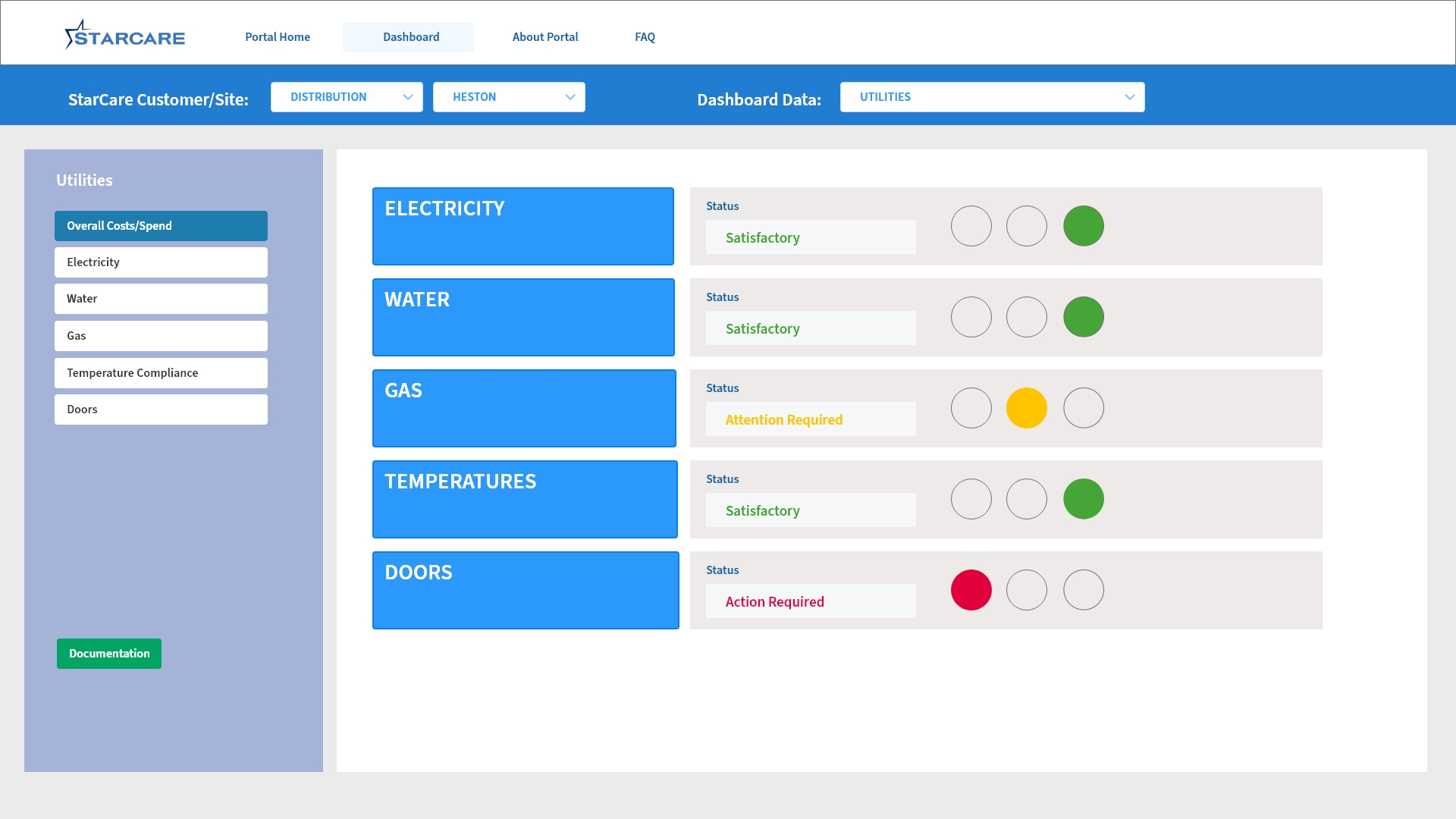
A comprehensive predictive maintenance plan includes collection and recording of all energy-related plant data for analysis and correction. Remote monitoring techniques are used to gather up-to-date information and graphing on electricity, water and gas utilisation, as well as data on the overall energy cost of the plant. Refrigeration engineers use this information to identify energy saving opportunities.
Specialist software can also be configured with specific energy management protocols to predict and optimise energy usage. By monitoring seasonal ambient temperatures, graphing climatic trends and analysing data, engineers can adjust controls accordingly to help keep equipment running reliably at optimum performance parameters all year round.
Load shedding and electricity tariff management can also be employed to deliver substantial energy cost benefits to the client. Software allows plant control systems to switch off or shed load during peak periods without compromising temperature or production, to take advantage of reduced tariffs offered by energy suppliers.
This high tech energy management service enables plant operators to make significant energy savings, amounting to between 10 and 30% on annual electricity costs. For operators of large cooling systems, this often represents a cost saving of hundreds of thousands of pounds per year.
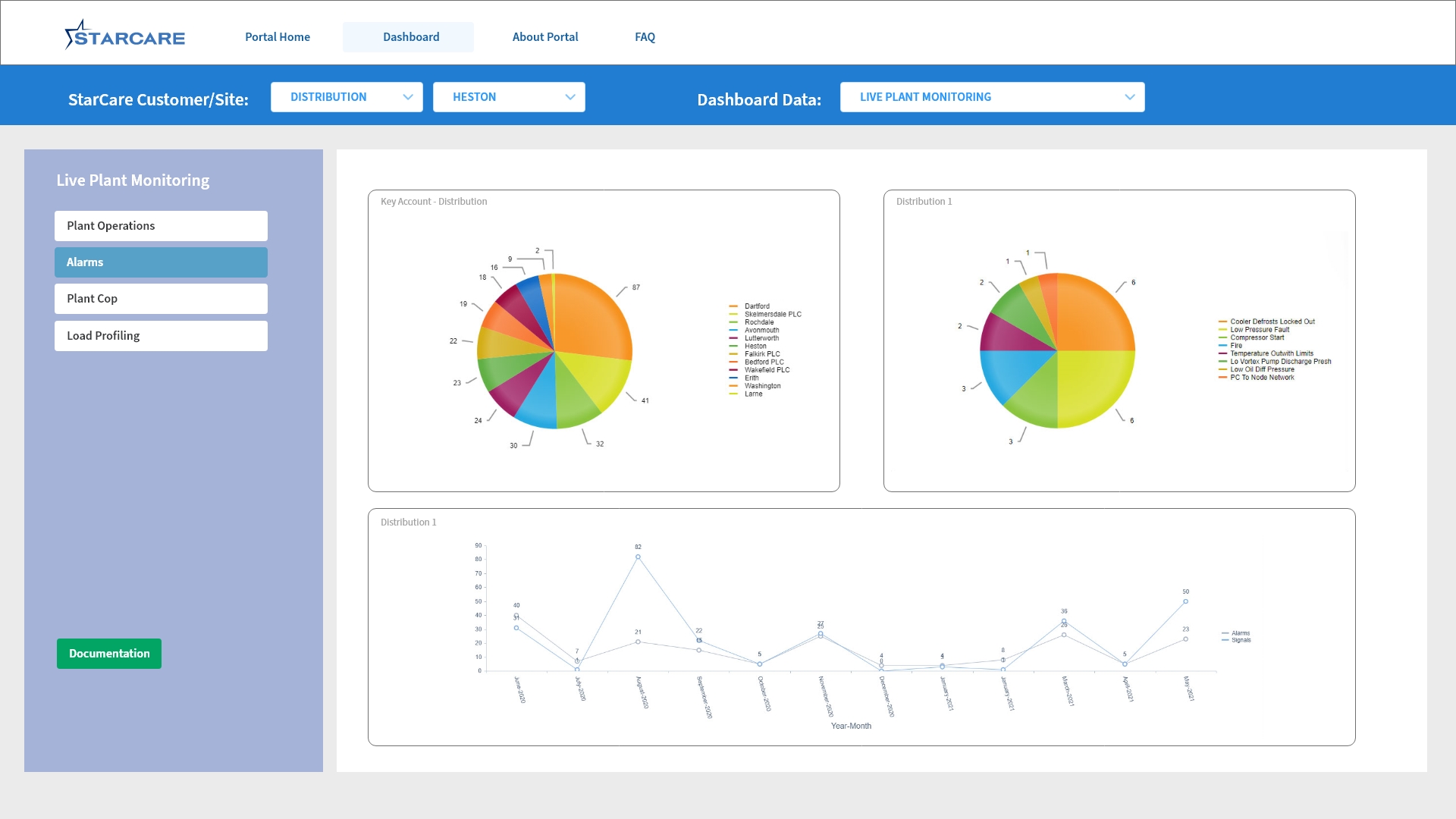
A comprehensive maintenance plan features live remote monitoring of refrigeration plant, including data analysis and alarm/alert handling. These activities are undertaken to ensure the plant continues to operate at optimum conditions and reduces the need for unnecessary site visits.
Plant control systems can be configured to monitor and automatically report fault alarms and alerts 24/7. Live alerts and alarms are instantly relayed to a central monitoring hub, with email notifications automatically sent to local maintenance teams. Engineers can dial-in via broadband and connect to the plant’s control system to investigate and make technical adjustments to rectify issues immediately.
Remote monitoring via a central hub is also used to record information on operational performance, including system pressures and temperature graphing. Analytical reports are shared with local service managers to help help predict future maintenance requirements, focus engineering activity on site and minimise downtime.
Refrigeration engineers undertake a range of scheduled maintenance tasks, performance health checks and regulatory inspections as part of a plant aftercare programme. Comprehensive maintenance plans also include condition based techniques to ensure plant safety, reliability, longevity and a reduction in operating costs.
Condition based techniques include a range of automated aftercare processes carried out by maintenance teams to ensure the plant is operating within design parameters. These include quality checks of refrigerant, oil and glycol, monitoring of electrical current, energy usage and tariff optimisation, vibration monitoring of compressors, motors and pumps, cooler and condenser cleaning, thermographic system scans and airflow monitoring.
By continually monitoring and analysing live operational data gathered through the implementation of these techniques, patterns emerge showing how different plant components may be deteriorating or showing signs of future failure. Based on the data analysis, a plan of preventative maintenance tasks can be produced to predict future plant behaviour. This allows maintenance teams to schedule plant downtime and undertake proactive engineering work to prevent costly equipment failures.
Examples of condition based techniques include:
Oil Monitoring and Analysis
One of the most simple forms of condition-based maintenance. Engineers sample compressor oil at regular intervals to look for early signs of mechanical and seal wear. Sensors can also be installed within the oil flow to automatically capture data to the existing PLC control system.
Vibration Monitoring and Analysis
Vibration analysis can provide an early indication of plant issues. Data is collected by monitoring key plant components such as the compressor, enabling engineers to provide a detailed predictive analysis.
Ammonia Analysis
If ammonia refrigerant is contaminated, system performance can deteriorate. An ammonia quality check is a quick and simple procedure carried out to assess contamination levels and ensure optimal plant performance.
Thermal Imaging
Thermal imaging is carried out by qualified maintenance engineers to provide a thermal profile of operating equipment temperatures. Any areas of concern are subsequently highlighted in a detailed report.
Laser Alignment
Using laser technology, maintenance technicians can ensure that compressor/motor alignment remains within specified tolerances.
Other condition based techniques include leak testing, water treatment, refrigerant quality management and cleaning of coolers and condensers.
Comprehensive maintenance programmes feature remote real-time plant temperature monitoring. As well as ensuring temperatures are maintained within UKAS/legal requirements, this helps to reduce waste and highlights energy savings.
5. Health and Safety
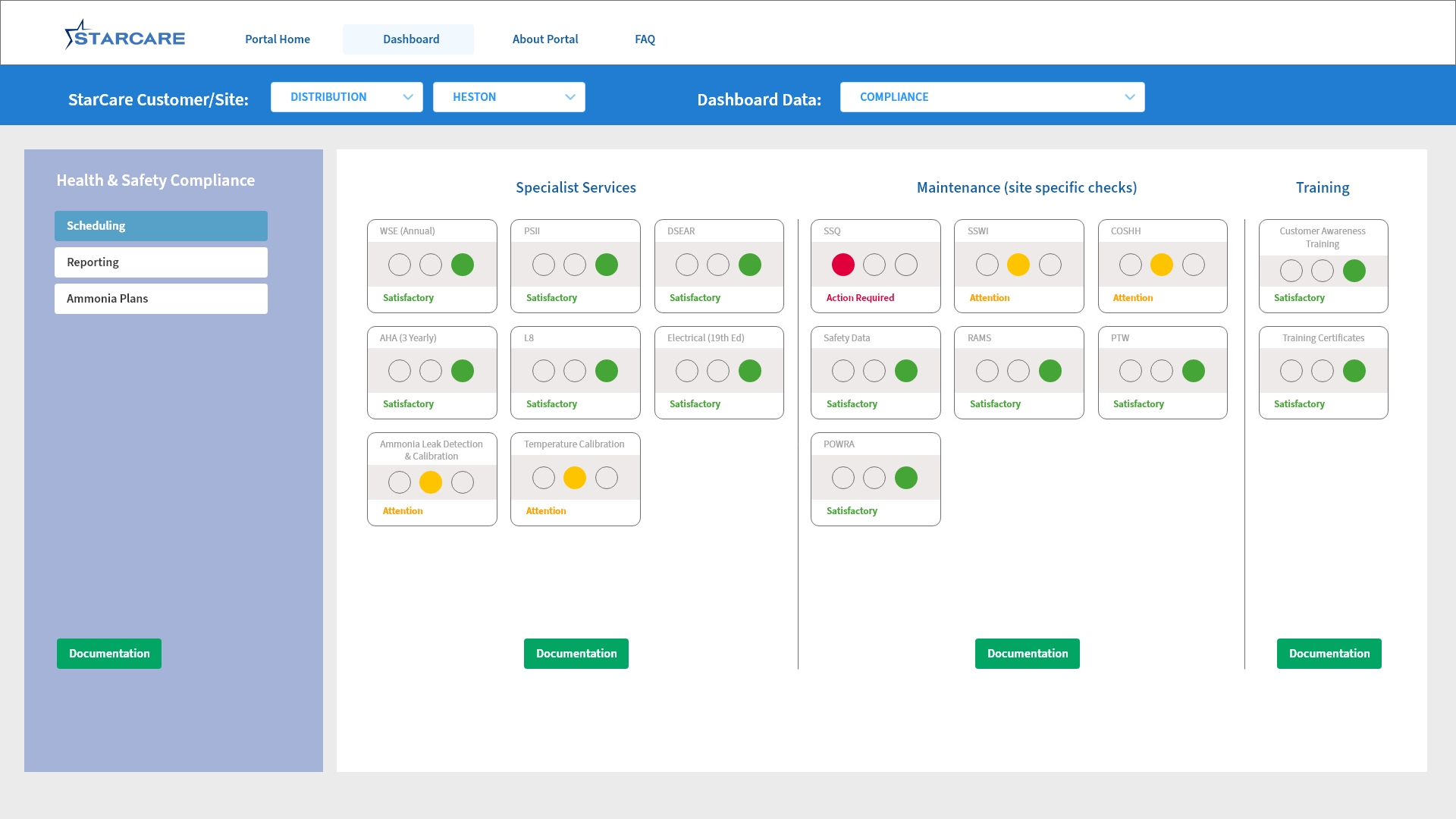
All comprehensive maintenance programmes feature a full Health & Safety (H&S) record, with up-to-date documentation giving a detailed breakdown of current status on all H&S matters for each customer site. Maintenance providers are responsible for plant H&S reporting including accidents, near misses, TBTs (Toolbox Talks), F-Gas compliance and internal/external audits.
On ammonia plants, further H&S reporting requirements include the development of an Ammonia Site Safety Plan, Ammonia Policy and Procedures document, Ammonia Leak Simulation drills, and full Ammonia Certification for all engineering personnel on site.
6. Legislative Compliance
Meeting legislative compliance requirements on each customer site and internally is paramount to maintenance service providers. This includes organising inspections and providing up-to-date regulatory advice to plant owners and operators to ensure legislative compliance.
Ammonia Hazard Assessment on ammonia refrigeration systems under the Dangerous Substances & Explosive Atmosphere Regulations 2002 (DSEAR) and the Management of Health & Safety at Work Regulations 1999.
Pressure System Integrity Inspections (PSII) to ensure refrigeration plants are compliant with safety regulations.
Hazard & Operability (HAZOP) studies including a structured and systematic examination of planned or existing operational processes to identify and evaluate problems that may represent risks to personnel or equipment, or prevent efficient operation.
Expert advice regarding R22 phase out and F-Gas regulations.
Completing an annual Enhanced Written Scheme of Examination (WSE) in the role of Competent Person under the Pressure Systems Safety Regulations 2000.
Guidance on requirements and compliance with the Fluorinated Greenhouse Gas Regulations 2009.
HSE Approved Code of Practice (ACOP) L8 for Legionella control.
Ensuring existing installations have been installed in accordance with current Electrical Wiring Regulations (18th Edition).
Ammonia leak detection and calibration.
Assessments in relation to Control of Substances Hazardous to Health (COSHH) regulations.
Workplace risk assessments including the Point of Work Risk Assessment (POWRA).
Customer awareness training.
Compliance
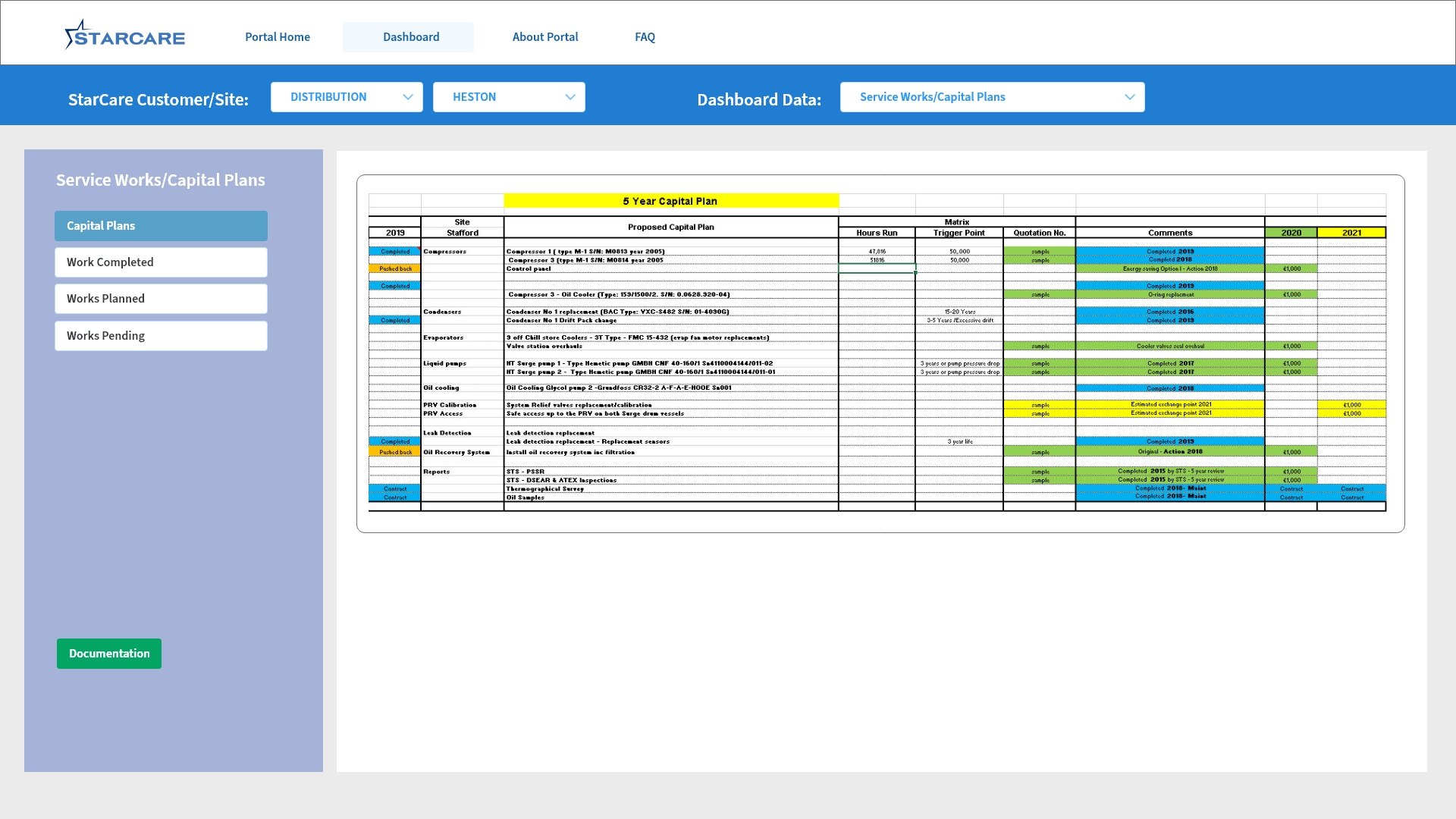
7. Service Works, Capital Planning and Asset Management
Comprehensive maintenance programmes include scope for unplanned service works, which should be carried out on-site by qualified service engineers. As an additional service, PPM providers offer complete capital planning and management of key refrigeration assets, including budgeting and time scales for repairs to prevent unforeseen expenses and maximise the life of the cooling equipment.
Firstly, a senior engineer or manager visits site to gather information and document a whole range of data such as previous history of plant, age of the equipment, photos, and service history. Once the plant is evaluated a plan of capital works for the next five years is produced, encompassing a list of all key major components. This list is then broken down into serviceable items including current run hours and trigger points, which are presented in order of priority using a three-part RAG status (green, amber and red) to help justify investment.
All the information is formalised in a simple format to enable the customer to understand which items require immediate and medium-term action, as well as the items which are ‘nice to have’.
8. Call Outs
Leading maintenance service providers are able to provide a fast and reliable emergency breakdown response, typically within two hours. Whether notified with a phone call during business hours, contact through an out of hours call centre, or via a notification generated by a remote monitoring alarm system, locally-based industrial refrigeration engineers are quickly dispatched to site to diagnose the issue and take remedial action.
9. Door Control
A comprehensive maintenance programme for operators in the temperature controlled storage and distribution sector should include recording of real-time data on humidity and temperature, in facilities where door control is critical.
10. Documentation
From maintenance schedules and work sheets, to thermographic surveys and regulatory safety records, all plant maintenance information can be stored on a digital document management system on a secure server. Access to up-to-date documentation is available for each customer site, including plant performance history, service logs and safety information, as well as budget control and financial information.
Operators are increasingly wanting greater visibility and improved access to asset maintenance information for audit purposes, including a BRC or ISO audit. Access to detailed maintenance documentation also helps plant operators when facilities are subject to an inspection by the Health and Safety Executive, Environment Agency or customer audit. As well as confirming legislative compliance, good documentation demonstrates the effective management and competency of the maintenance service provider.
The life expectancy of an industrial refrigeration system is around 20 years, but this figure can be significantly extended through proactive PPM support. Establishing a comprehensive predictive maintenance programme using the latest remote monitoring technology and condition based techniques, helps end users to protect their most valuable asset
Progressive aftercare providers focus on working with each customer to minimise downtime and disruption, and maximise plant reliability and efficiency. Maintenance activities are designed to deliver these benefits to reduce total cost of ownership, whilst ensuring legislative compliance and safety.
StarCare is Star Refrigeration’s industry-leading, data-driven proactive and predictive maintenance service for customer plant and equipment. Our highly skilled engineering team offers a comprehensive aftercare service tailored to each customer and every individual site.
StarCare is designed to ensure maximum operation and efficiency, with minimal disruption to our customers. It is specifically designed to minimise downtime, reduce whole-life costs and save energy. From annual servicing and basic periodic inspection, to 24/7 alert handling, remote monitoring and capital planning, StarCare is designed to meet each customer’s operational and compliance needs.
StarCare goes above and beyond all standard PPM programmes on the market. By using pioneering remote monitoring technology, intelligent data analysis software and condition-based monitoring techniques Star offers customers efficient and reliable 24/7 operation, whilst ensuring legislative compliance. Through expert asset management and capital plans, we also help key customers to significantly reduce whole-life costs and achieve energy-saving environmental targets.
Star takes an industry-leading approach on many initiatives around Health & Safety, Quality and Compliance, as well as pioneering advancements in efficiency and technology. Thanks to the continued support and training we provide, all our customers better understand the importance of aftercare. Many plant operators are now taking a greater interest in asset management and optimisation. Whilst all plant data can be stored and managed by the StarCare team, we have the ability to interface with client-based asset management systems such as Verisae, Fieldpiece, Ariba and SAP.
Our StarCare service is available to customers nationwide through Star’s nine ‘Centres of Excellence’ across the UK. We have a highly skilled team of over 100 mobile ammonia and F-gas trained industrial refrigeration engineers on the road, as well as ten specialist service and maintenance management teams. With over 60 staff based across our UK branch network, we are able to provide each customer with specialist account management support. Each branch has its own dedicated team of StarCare managers, administrative staff and design and technical sales engineers. Any subcontractors we commission for additional specialist or technical services such as water treatment are aligned with our business ethos and SMART systems.
Central to our StarCare service is a digital document management system, featuring performance data, supporting information and documentation relating to every customer site serviced by our maintenance teams. This provides each customer with a clear picture of plant operation, safety and efficiency, as well as a full maintenance record, including historic and planned activity.
Currently in development, our StarCare Portal will provide a sophisticated online repository for key performance data and documentation for each site. Customers will be able to access all plant documentation and view live operational data at the touch of a button via a comprehensive dashboard – as show in the images above.
We are confident that the StarCare Portal will confirm our position as one of the UK’s leading refrigeration engineering companies and provide customers with the ultimate in smart maintenance.
This article has been certified for Continuing Professional Development (CPD) by The CPD Certification Service. To get your CPD Certificate please email your request to CPDCertificate@star-ref.co.uk
Maximise the operational life of your refrigeration plant by investing in comprehensive planned preventative maintenance and asset management services